今天小编和大家分析讲解下弯管机液压系统的工作原理,感兴趣的朋友可以看看了解下哦!
(1)结构特点
如图1所示,弯管机的执行机构采用两条夹紧缸1、2,一条弯曲成形缸3,三条液压缸呈“T”形布置在同一水平面上(这可由机械机构保证),并借助一些辅助机构组成一体,整机由液压实现驱动与控制。
弯管机结构特点
(2)工作原理
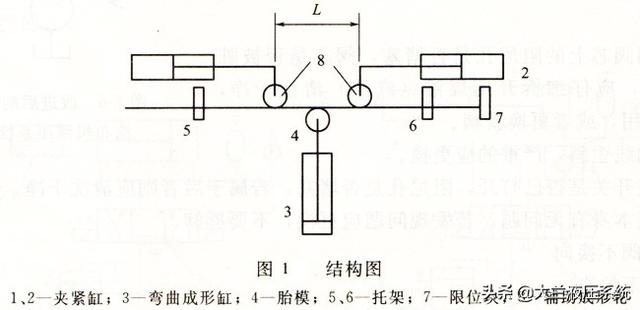
弯管机液压系统原理如下图所示。
在图示状态,所有电磁铁均处于断电状态,柱塞泵2输出的液压油经二位四通电磁阀3卸荷,同时所有执行元件的活塞杆处于缩回状态。液压系统工作时,首先使7YA通电,此时整个液压系统工作在调定的工作压力下。按下操作按钮,使电磁铁1YA、3YA同时得电,此时三位四通电磁阀6、7换向处于左位,液压油经减压阀5,进入夹紧缸17、18的无杆腔,有杆腔的液压油经单向节流阀的单向阀口回到油箱;夹紧缸17、18的速度大小由单向节流阀12、13调节,调整到两个夹紧缸基本同步为止。
当两缸运动到设定位置时使1YA、3YA失电,使三位四通电磁阀6、7处中位,夹紧缸停止进给,此时两缸间距离应稍大于胎模直径;而后使5YA得电,液压油进入弯曲成形缸无杆腔,有杆腔的液压油回到油箱,弯曲成形缸开始运动并推动管料,使之产生弯曲变形,直到所需的半圆形时,弯曲成形缸运动到这两个辅助成形轮后停止,电磁阀8处中位,弯曲成形缸压力由双液控单向阀保持;接着使电磁阀6,7的1YA、3YA二次得电,两夹紧缸17、18二次进给,使管材的弯曲大于180°,当压力达到设定值时,压力继电器15、20给三位四通电磁阀6、7发信,使之处于中位保压,保证U形的成形度;再则,使电磁阀6、7的2YA、4YA得电,两夹紧缸返回,跟着电磁阀8的6YA得电,弯曲成形缸也返回,取下成形弯管,完成一次完整的弯管工作循环。
弯管机液压原理图
由以上工作原理图可见,弯管机液压系统包含以下几种基本回路。
①卸荷回路此回路由一个溢流阀4和二位四通电磁阀3构成。启动液压泵后,二位四通电磁阀3在常态下处于卸荷状态,此时液压泵的输出全部经电磁阀回油箱。当电磁铁7YA得电时,电磁阀换向处于工作状态,调整溢流阀4至工作压力。为便于选阀,本回路使用堵二位四通电磁阀A、B口的方式来代替二位二通阀,二者是完全等效的。
②速度控制回路速度控制回路采用进油节油调速,采用压力继电器容易实现压力控制。这种调速方法具有调节方便、节约能源的特点,进入液压缸的流量受到节流阀的限制,可减小启动冲击,弯管时,要求液压缸的速度较低,进油节流调速可方便地达到这个要求。
③保压回路在回路中分别设置双液控单向阀9、10、11,当回路中的电磁阀6、7、8处于中位时,使液压缸能保持其压力。另外考虑到液压缸的泄漏问题,在回路中加上蓄能器16、19,以补偿其泄漏量。
该文章来源于网络,如有侵权请联系删除!